- 价格面议
- 最小采购量至少5片
- 品牌华菱超硬

【官方微信小程序】
| 型号 | CNGA1204 WNGA0804 CNMN1204 CNMN1207 SNMN1204 SNMN1207 | 类型 | 精车刀 |
|---|---|---|---|
| 材质 | 聚晶立方氮化硼 | 适用机床 | 车床 |
| 标准编号 | 8451210102 | 车刀角度 | 90度 |
| 是否进口 | 否 | 是否涂层 | 非涂层 |
| 规格 | BN-S20 BN-H11 BN-H20 | 加工范围 | 热处理后高硬度材料的粗、精车如齿轮、轴承、齿轮轴,心轴,滚轮,滚珠丝杠等工件热后硬车削;矿山机械水泥机械行业的高硬度合金钢、耐热钢、耐磨钢以及合金堆焊材料的车削;铸钢件车削;各种淬硬工件,氮化工件,渗碳工件的粗、精加工、断续切削等领域 |
| 是否库存 | 库存 | 是否批发 | 批发 |
| 品牌 | 华菱超硬 | 产地 | 河南省郑州市中原区 |
| 封装 | 盒装 |
用什么牌号车刀能车50度材料(精车BN-H11牌号超硬刀片-华菱品牌)
车加工高硬度钢件硬度50度刀片不耐磨,尺寸稳定不好等加工刀具问题,欢迎致电 华菱品牌市场部
车加工50硬度工件(HRC45以上)常用刀片材质及刀片型号和切削参数:
针对车加工(干式切削)高硬度钢件(HRC45以上)刀片材质分别为:1,BN-H11 2, BN-H20 3,BN-S20三种硬车高硬度钢件。其BN-H11材质刀片适合连续精车(切削淬火硬料参数:Vc=120-230m/min;fn=0.1-0.25mm/r),BN-H20材质刀片适用于表面有断续加工(切削淬火硬料参数: Vc=100-180m/min,fn=0.07-0.15mm/r。BN-S20材质适合大余量车削(粗精车)高硬度钢件刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。(Vc=90--150m/min,Fn=0.1-0.45mm/r) 。
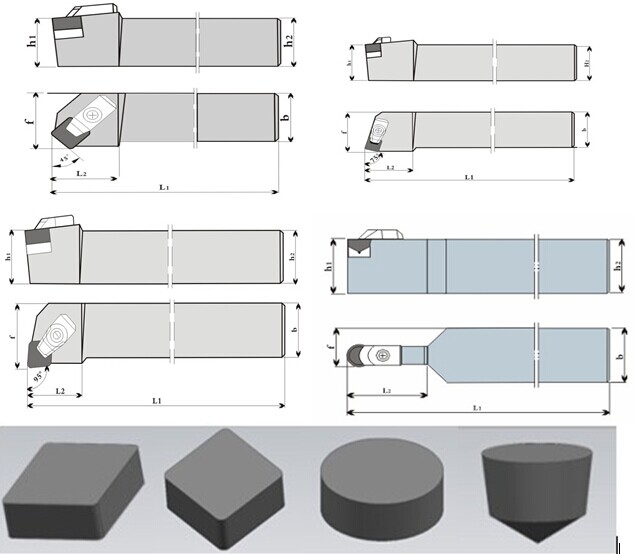
精车加工高硬度钢件(HRC45以上)外圆端面内孔刀片型号:CNGA1204 VNGA1604 DNGA1504 DNGA1506 WNGA0804 CCGW09T304等常用国标型号。
粗精车加工外圆,端面 内孔刀杆型号及刀片型号如下:
刀杆型号: 90度刀杆CCLNR/L2525(32*32 40*40), 45度刀杆CSSNR/L2525(32*32 40*40) ,75度刀杆 CSRNR/L2525 (32*32 40*40).
刀片型号:CNMN1204 CNMN1207 SNGN0904 SNMN1204 SNMN1207 SNMN1507等
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
用什么牌号车刀能车50度材料(精车BN-H11牌号超硬刀片-华菱品牌)